
シリコン樹脂を流し込むための枠を作ります。一般的にはプラバン
や木材などで枠を作りますが、今回は専用のブロックを使いました。
シリコンを売っているところで一緒に売っている事が多いです。

原型の大きさプラス10mm~15mm程度の大きさで、土台となる枠を
作ります。
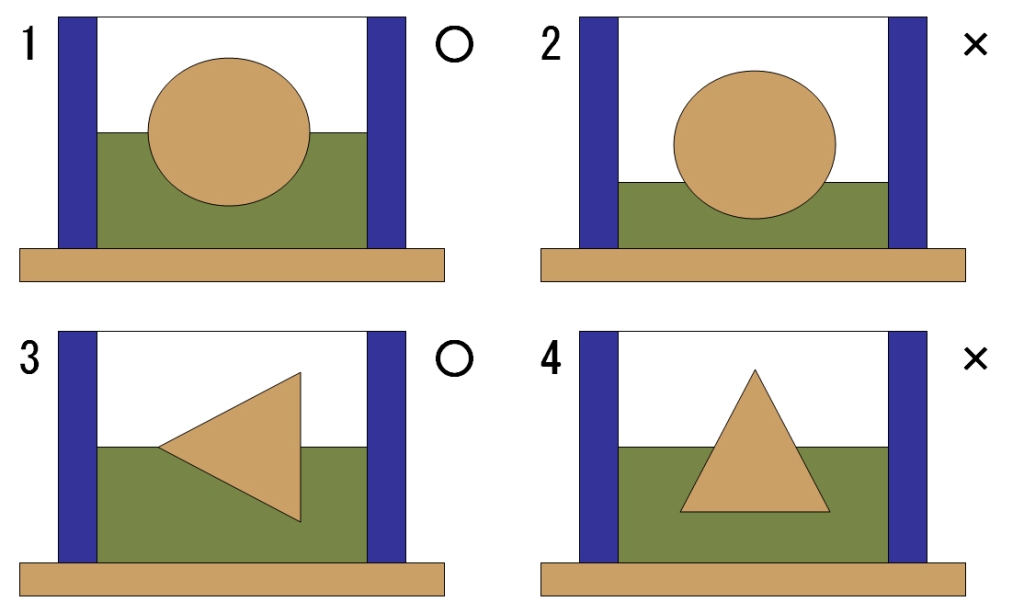
作品が半分埋まるように油粘土を粘土を詰めるのですが、この時
以下に注意します。
① 作品が取り出せるようにすること
② 空気が溜まらないようにすること
まず、①ですが左図の2,4のように油粘土を詰めて鋳型を作ると、
鋳造の後で、鋳造物が取り出せなくなります。
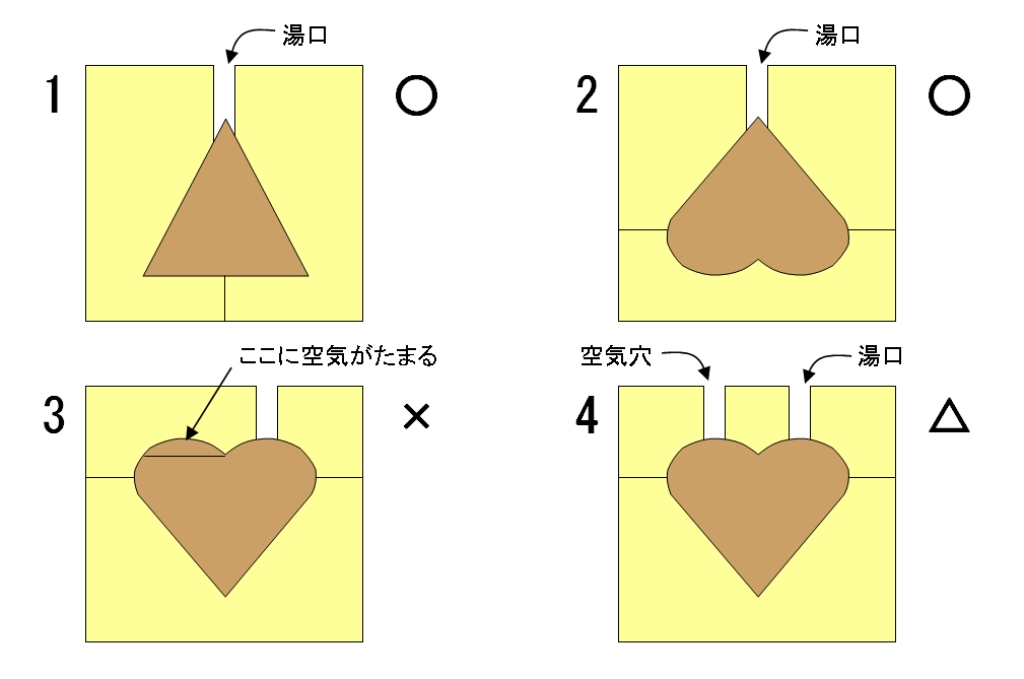
次に②ですが、3のようにすると空気が溜まってしまいます。
対策として、空気穴を用意しておけば良いのですが、2のように
すれば空気穴がと湯口を併用できます。また、1のように湯口を
作る方法もあります。
大事なのは、鋳型を作る段階で、湯口の位置や、空気穴、作品の
取り出し方を考慮しておくことです。

土台の枠ができたら、厚さ10mm程度で油粘土を一面に敷き詰め
ます。今回使った油粘土は家の中に適当に転がっていた粘土で、
できれば専用の粘土を使った方が良いです。粘土が柔らか過ぎ
て、原型の隙間とかに入ってしまって、後で取るのに苦労しま
した。専用粘土は、シリコンを売っている所で扱っていると思
います。


原型を上から見た時の輪郭線に合わせて油粘土を詰めていきま
す。原型(作品)に直接粘土が付くので、原型の表面処理は厳密
に行っておいた方がいいです。
バードカービングの場合、色塗りの前に目止めでラッカーを塗
りますが、レジンキャスト対象の作品の場合、ラッカー塗りは
丁寧に行っておいた方が良いです。

後で鋳造する時に、上下の鋳型の位置がずれないように、穴を
いくつか空けておきます。

鋳型を作るためのシリコンです。通常は硬化剤(右の小さいの)
と一緒になっています。
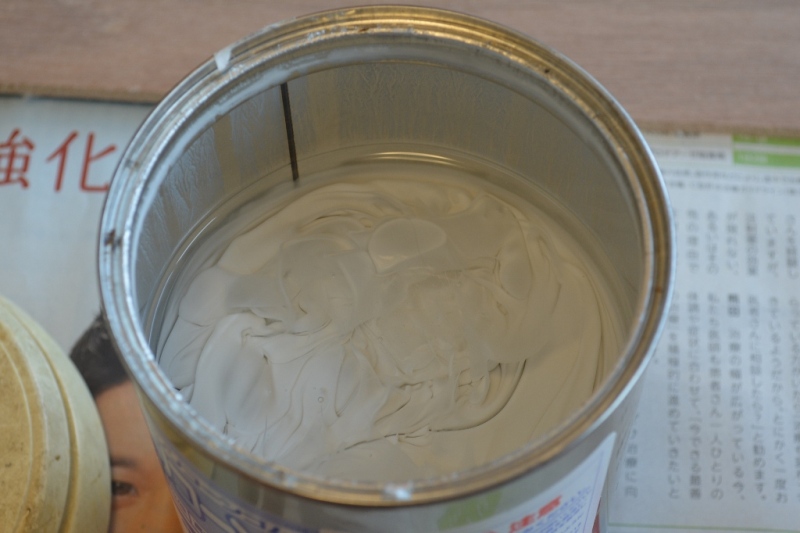
長いこと放置していたシリコンは写真のように分離しています。
使用する前に、割り箸などでかき混ぜておきます。シリコンは
ほとんど匂わなかったです。

紙コップなどにシリコンを入れます。料理用のデジタル式計り
で厳密に重さを量ります。今回は200gを2つ作りました。
その後、硬化剤を入れます。写真の赤いのが硬化剤です。今回
のシリコンの場合、シリコン100g辺り、1gの硬化剤を投入する
ようになっているので、200gのシリコンに2gの硬化剤を投入
しました。なお、シリコンと硬化剤の比率は、製品毎に違うの
で付属の取扱説明書を良く読んだほうがいいです。

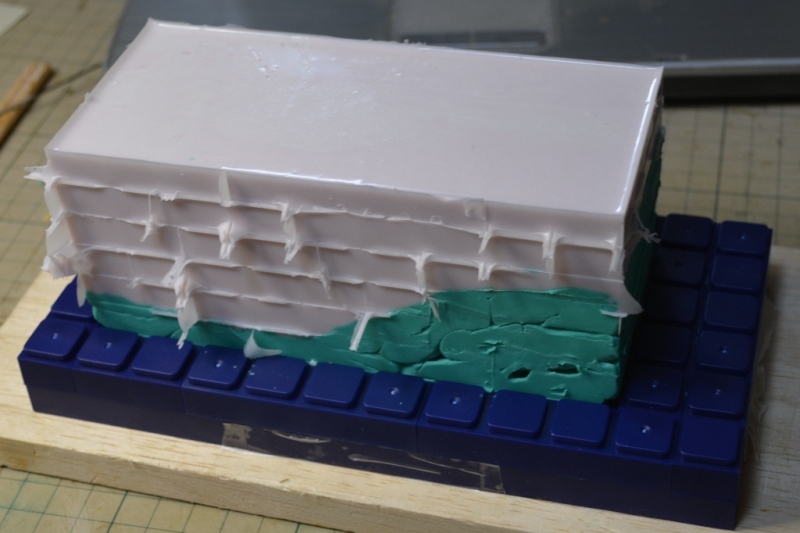
シリコンと硬化剤をコップ上で良くかき混ぜて、写真のように
流し込みます。かき混ぜが弱いと固まり方にムラができるので、
しっかりかき混ぜた方がいいです。
シリコンを流し込む時は、いきなりドバッと流し込むではなく、
原型に薄く被せるように流し込み、気泡がない事を確認したら、
静かに残りの分を流し込みます。
とにかく気泡ができない事が大事で、特に原型に接している部
分は絶対にできないように注意します。今回のシリコンは20分
後に硬化し始める仕様でしたが、硬化剤を混ぜた瞬間から硬化
は始まっているので、手早く作業した方が良いです。気泡がで
きず、手早く作業するのは難しいですが、今回は予めシリコン
を2つに分けておいたので、作業時間に余裕があり、作業しや
すかったように思います。
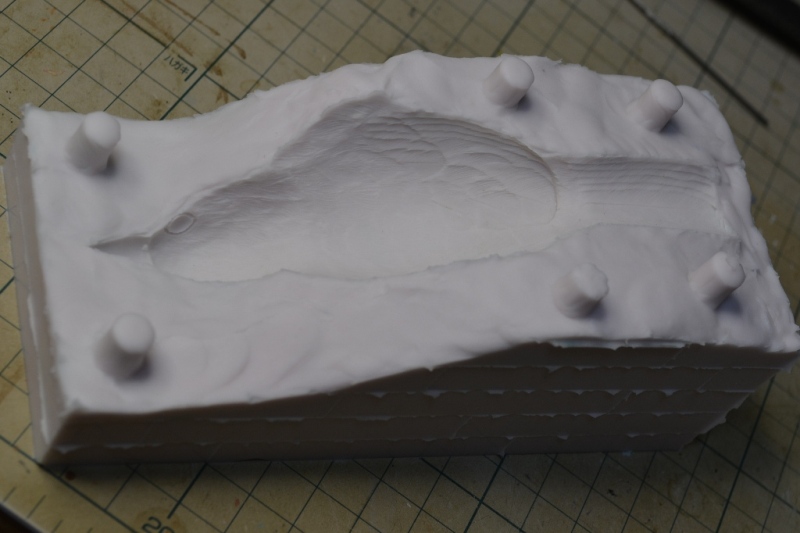
取扱説明書によると12時間で完全硬化となっていますが、今回
はしっかり24時間おいてから、枠のブロックを取り外します。
枠を取り外したら、油粘土も取り去ります。これで片面の鋳型
完成です。

もう片面の鋳型を作る前に、先程できた鋳型に剥離剤を塗って
おきます。剥離剤は鋳造する時用の剥離剤と、鋳型を作る用の
剥離剤で違うので注意します。
鋳型を作る時の剥離剤は「シリコーンバリアー」などの記載が
あって、鋳型製造で使えると、書いてある物を使います。ちな
みに写真の剥離剤は鋳型製造、鋳造のどちらでも使える物です。
塗り忘れがあると、シリコン同士がくっついてしまい悲惨な事
になるので、念入りに塗ります。なお、この剥離剤はそれ程匂
わなかったです。あと、筆はシンナーで綺麗になります。

鋳型に原型を戻します。本来は原型を取らずに進められるもの
なのかもしれませんが、今回は原型の羽枝に油粘土が入り込ん
で取れなかったので、一度原型を水洗いしています。

湯口となる部分を油粘土などで作っておき、枠を構築します。
今回は、湯口を左足の位置に設定し、空気穴を右足に設定して
います。
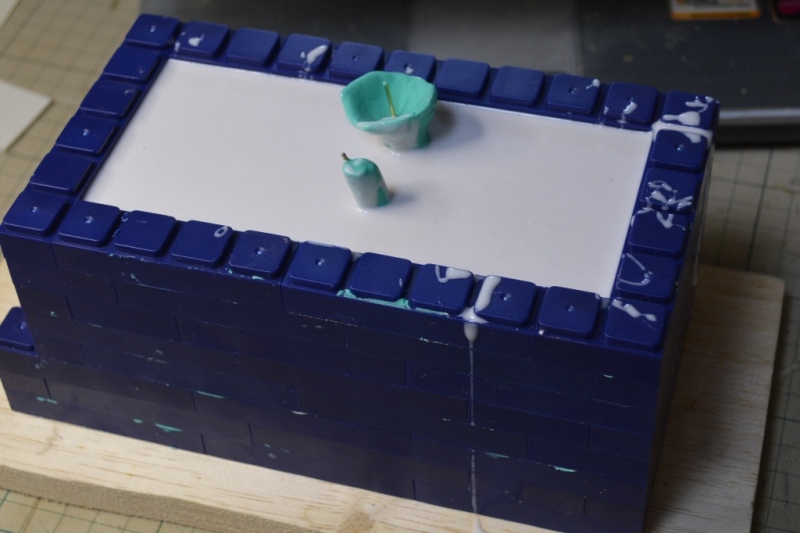
シリコンを流し込みます。今回も400g流し込んでいます。
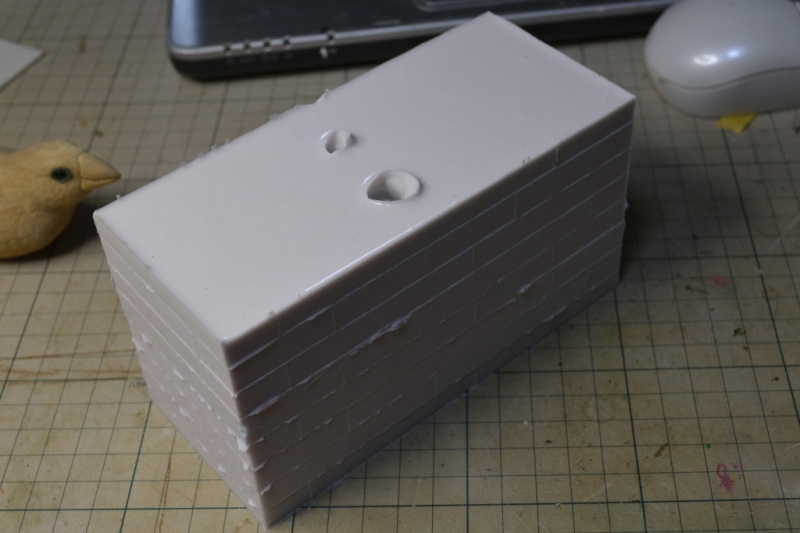
24時間後、枠を取り外した所です。
これで鋳型が完成です。

取り出した原型です。だいぶラッカーの油分が無くったようで、
表面のツヤが無くなっています。原型はこの後ラッカーを塗り
直しておきました。

鋳型のアップです。かなり綺麗に羽枝まで取れているのが分か
ります。
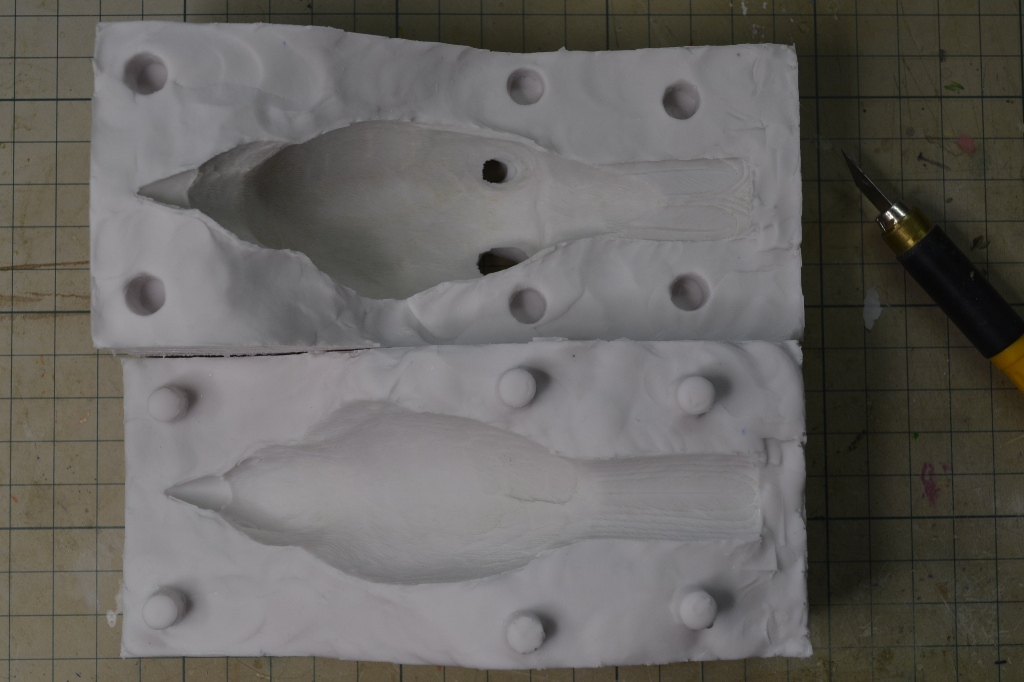
スプレー式の剥離剤を鋳型の両面にしっかり噴いておきます。
鋳型製造で使った剥離剤でも良いのですが、スプレー式の方が
均一に塗れるので、スプレー式の方が良いと思います。なお、
この剥離剤は鋳型製造では使えません。あくまで鋳造用です。
ちなみに、これもそれ程匂わなかったです。

流し込む樹脂です。今回は2液を混ぜて、3分で硬化するタイプ
を使いました。ポリウレタン樹脂の場合、大体2分か3分で硬化
するタイプが多いようです。
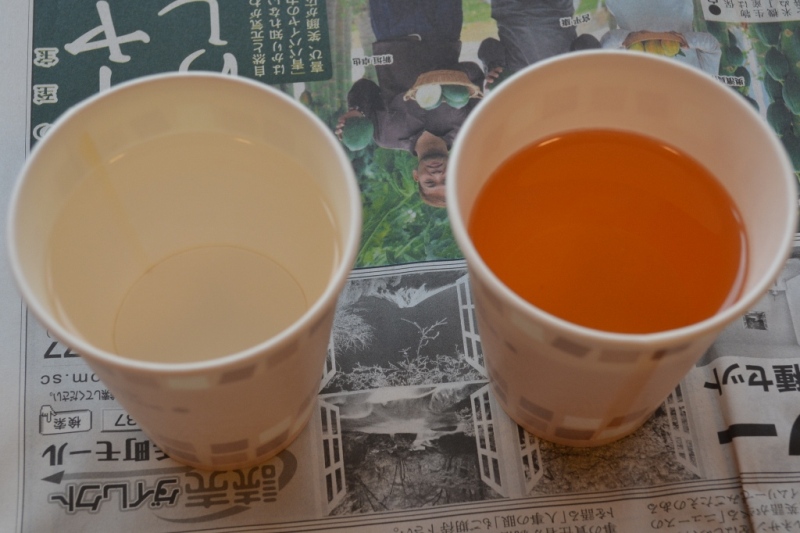
紙コップに2液を正確に同じ量で入れます。今回の樹脂は1:1の
割合で混ぜると硬化するタイプです。匂いはエナメル塗料の薄
め液と同じような匂いで、かなりキツイです。作業にはビニー
ル手袋をした方が良いです。
2液を紙コップに入れたら、大きなコップに2液を入れます。こ
のタイミングから3分で硬化するので、時計で計りながら作業し
た方が良いです。両液共粘度は低いので、気泡ができないよう
に軽くかき混ぜる程度で良いです。
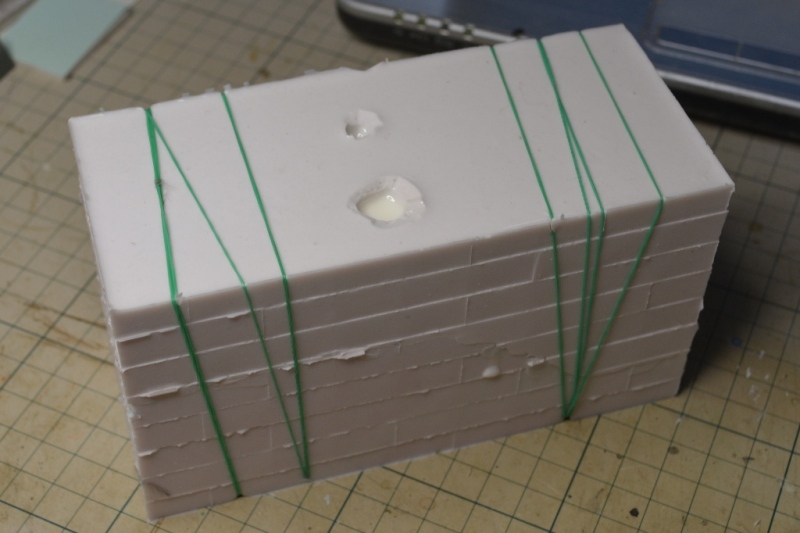
湯口に樹脂を流し込みます。鋳型はずれないように、予めゴム
などで固定しておきます。流し込む時は気泡ができないように
静かに流し込みます。
シリコンの時は12時間かけて徐々に固まるのですが、この樹脂
は3分すると一気に固まります。それでかなりの熱をもちます。
硬化時間は短いのですが、冷ます時間が必要になります。
固まる前は、透明な黄色ですが、固まると乳白色になります。
3分過ぎると急に白くなるので、見ていれば分かります。
ちなみに今回の鋳造は「ホットキャスト」と言われる物で、ポ
リウレタン系の樹脂で短時間で鋳造する方法です。「コールド
キャスト」と言う鋳造方法もあり、こちらは長い時間をかけて、
固まるタイプで熱も発生しないです。

鋳造した結果です。やはりバリはできています。また、気泡が
少し入ってしまったようです。それでも、初めての鋳造として
は良いほうでないかと思います。



バリをデザインナイフで削って、湯口の余計な樹脂はニッパなど
で切り取ります。その後、ヤスリビット装着のグラインダで湯口
後の形を整えて、ホワイトストーンでテクスチャリング、マイペ
ンαの最低温度でバーニングを行っています。気泡の跡は、パテ
で埋めています。
原型と比べても、かなり遜色のない出来だと思います。これでひ
とまずブンチョウの量産はできそうです。ただ、鋳型は永遠に使
える物ではないらしいです。10回以上使うと痛んでくるそうです。
コールドキャストの方が鋳型のもちは良いようで、やはりホット
キャストの熱が良くないようです。
今回作った樹脂のブンチョウですが、この後色塗りを行うのであ
れば、樹脂に付着している剥離剤を剥がしておく必要があります。
中性洗剤で洗い、ジェッソを塗れば後は普通に塗れると思います。
もしかしたら、ジェッソの前にオールパーパスシーラを塗った方
良いかもしれませんが、今度気が向いたら試してみようと思いま
す。
思ったより簡単にレジンキャストはできるので、今度他の作品で
も試してみようと思います。ただ、あまり複雑な形を鋳造する場
合、鋳造できるようにパーツを分けるなど必要ありそうなので、
そこが悩ましいところです。
※2015/01/04 色塗りを追加しました。